稱重儀表自動稱重包裝的過程
時間: 2021-10-13 出處: 本站
GM8804C稱重包裝控制器-稱重儀表在自動配料狀態下能夠自動控制快、慢加料,卸料的全部包裝過程。其包裝工作有三種模式:有計量斗包裝模式、無計量斗包裝模式及雙秤互鎖模式。包裝模式的選擇由工作參數 b1.1 項確定。

一、 稱重儀表有計量斗包裝模式
此種模式下,物料從備料斗通過加料機構向計量斗內加料(大、中、小投),稱重儀表計量控制過程的重量采樣在計量斗內完成(稱重傳感器安裝于計量斗上)。計量完成后,通過計量斗上的卸料機構將物料卸入包裝袋中。其結構形式如下圖所示:

二、 稱重儀表無計量斗包裝模式
稱重儀表此種模式下,物料從備料斗通過加料機構直接向包裝袋內加料(大、中、小投),稱重儀表計量控制過程的重量采樣在包裝袋內完成(稱重傳感器安裝于理料斗上)。計量完成后,稱重儀表控制直接松袋。其結構形式如下圖所示:

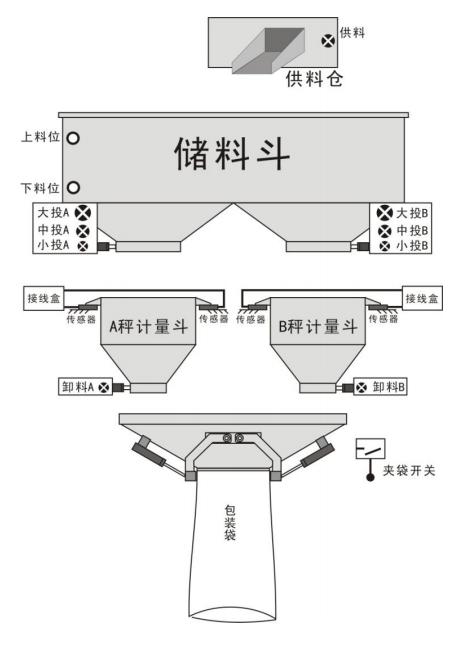
三、 稱重儀表雙有斗秤互鎖包裝模式
兩臺稱重儀表通過設置和接線可以組成雙有斗秤互鎖模式,兩個計量斗可同時稱量, 共用一個夾袋機構,兩秤交替放料,提高包裝速度。設置方面,稱重儀表工作參數 b1.1 秤體模式兩臺稱重儀表應分別選擇為 BIN2-A 和 BIN2-B。配方參數 F3.6 夾袋延時兩個稱重儀表要設置相同。配方參數 F7 單秤組合次數要設置為 1。其結構形式如下圖所示:
四、稱重儀表雙無斗秤互鎖包裝模式
兩臺稱重儀表通過設置和接線可以組成雙無斗秤互鎖模式,兩個計量斗可同時稱量,連接到同一個夾袋機構,兩秤可同時加料,提高包裝速度。設置方面,儀表工作參數 b1.1 秤體模式兩臺稱重儀表應分別選擇為 no2-A 和 no2-B。配方參數 F3.6 夾袋延時兩個稱重儀表要設置相同。其結構形式如下圖所示:
